8 consigli per evitare la deformazione delle stampe 3D:
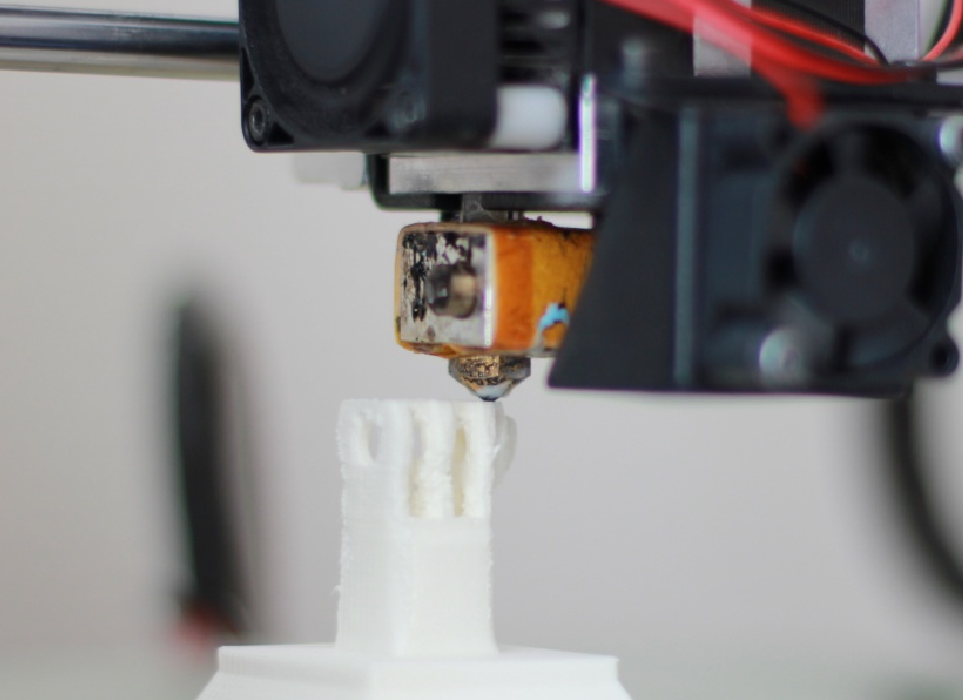
Soprattutto se stampi frequentemente con materiali come ABS e HIPS, con il tempo ti capiterà spesso di imbatterti nel cosiddetto “warping”. Si tratta di un antiestetico errore di stampa per cui parte del modello si gonfia o si deforma. Nel peggiore dei casi può capitare che l'intera stampa si distacchi completamente dal piano di stampa.
Soprattutto nelle parti funzionali, la cui precisione è di grande importanza, anche le minime deformazioni possono compromettere l'intera stampa. Ne vengono colpiti maggiormente i modelli che presentano un'ampia superficie di contatto sul piano di stampa. In questo articolo scoprirai cosa causa la deformazione e come puoi evitare questo fastidioso "effetto warping".
Cause del warping
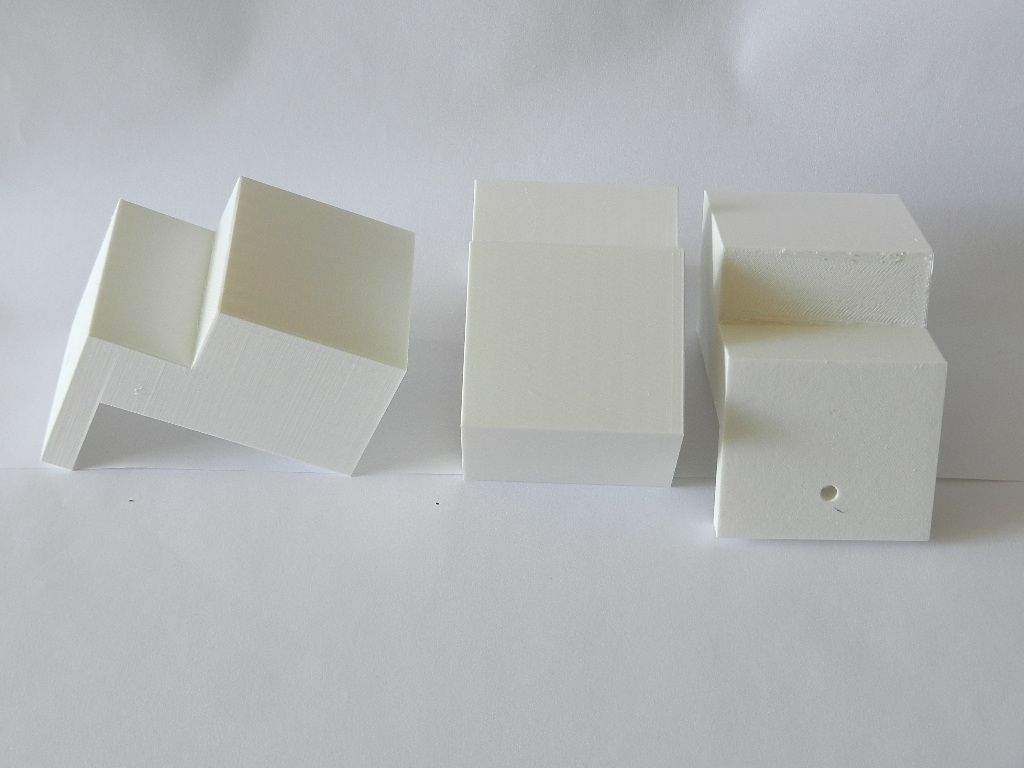
La deformazione si verifica a causa della distribuzione non uniforme della temperatura e della tensione risultante nel materiale di stampa. Poiché i filamenti in ABS o HIPS a temperature irregolari si deformano più facilmente rispetto al PLA, ad esempio, e tendono a ritirarsi durante il raffreddamento, l'effetto di deformazione può essere osservato più frequentemente con questi materiali.
Se una stampa in ABS viene raffreddata a temperatura ambiente, può restringersi di quasi l'1,5%. Più grande sarà il modello stampato, meno si raffredderà in modo uniforme; gli strati si restringeranno in modo non uniforme e parti della stampa si rigonfieranno.
Quindi le ragioni del warping hanno principalmente a che fare con la temperatura:
- piano di stampa riscaldato in modo non uniforme
- processo di stampa troppo veloce
- posizionamento errato della stampante 3D (ad esempio vicino ad una finestra)
- impostazioni dello slicer errate
- piano di stampa contaminato
Evita il warping con questi semplici accorgimenti
1. Usa un piano riscaldato
Un piano di stampa riscaldato mantiene il modello uniformemente caldo durante il processo di stampa equalizzando la temperatura nel modello. Allo stesso tempo, garantisce anche una migliore adesione al piano di stampa. Se possibile, la temperatura del piano riscaldato dovrebbe essere appena al di sotto del punto di rammollimento del filamento. Perché? Maggiore è la temperatura del piano riscaldato, minore sarà la differenza di temperatura nei singoli strati e la conseguente deformazione. Attenzione però a non impostare la temperatura del piano riscaldato troppo alta, altrimenti si rischia la deformazione plastica del modello e l'intensificarsi dell'effetto warping.
Inoltre, è consigliabile preriscaldare sempre il piano riscaldato e non stampare immediatamente, in modo che il calore possa stabilizzarsi. Il piano di stampa può anche essere isolato per una distribuzione ottimale del calore. In questo caso risultano molto adatti i materiali isolanti del settore automobilistico.
2. Stampa in una camera di stampa chiusa
Un alloggiamento chiuso mantiene costante la temperatura all'interno del modello durante l'intero processo di stampa. Quando si stampa con una camera riscaldata, assicurarsi sempre di tenere gli sportelli chiusi durante il processo di stampa in modo che il calore all'interno non possa fuoriuscire. Puoi trovare una cover per stampante 3D adatta nel nostro shop.
3. Scegli la posizione giusta per la tua stampante 3D
Una stampante 3D dovrebbe idealmente essere installata in un luogo dove non ci siano correnti d'aria. Posizionarla quindi vicino ad una finestra, nel corridoio o vicino a una porta è quindi tutt'altro che ideale, poiché le correnti d'aria raffreddano involontariamente la stampa. Fondamentalmente, dovresti regolare la temperatura della stanza tenendo le finestre e le porte il più possibile chiuse.
4. Abbassare la ventola del materiale durante i primi strati
Per evitare che gli strati inferiori si stacchino dal letto di stampa, è possibile spegnere o rallentare la ventola durante la stampa dei primi strati. Tieni presente, tuttavia, che il filamento fuso deve comunque solidificarsi abbastanza rapidamente da consentire un preciso accumulo degli strati di stampa.
5. Migliora l'adesione al piano di stampa con adesivi o una lastra magnetica
Come già accennato, anche la mancata adesione della stampa al piano di stampa può portare a deformazioni. Per evitare di deformare le stampe, usa un piano di stampa con una buona adesione o migliora la tua adesione mediante adesivi, colla, blue tape o un rivestimento del piano di stampa.
Poiché la maggior parte delle stampanti FDM è dotata di una superficie in vetro o alluminio che spesso risultano troppo lisce per la stampa di materiali termoplastici, può essere utile utilizzare una lastra di stampa flessibile come upgrade del piano di stampa.
6. Regola le impostazioni dello slicer
Non solo la temperatura e l'adesione del piano di stampa possono influenzare il rigonfiamento della tua stampa 3D, ma anche le impostazioni errate dello slicer hanno un impatto sulla qualità di stampa.
- Riduci la velocità di stampa
Soprattutto se hai problemi frequenti con la deformazione, dovresti provare a ridurre la velocità di stampa. Allo stesso tempo, anche la temperatura dell'ugello dovrebbe essere ridotta di conseguenza.
Un Raft (letteralmente in inglese "zattera") può aiutare con i modelli più grandi, mentre un Brim (in inglese "falda") con modelli più piccoli. Questi accorgimenti aiutano ad evitare la deformazione creando uno strato di base per "mantenre" i bordi del modello e facendo in modo che si deformino di meno. Il Raft può essere facilmente rimosso dal modello dopo la stampa.
7. Pulisci accuratamente il tuo piano di stampa
Se si verificano spesso problemi di deformazione o se le stampe non aderiscono al piano di stampa, è bene pulirlo accuratamente con detergenti adatti. I residui ostinati come la colla possono essere rimossi con solventi chimici.
Se il piano di stampa della tua stampante è irregolare o danneggiato, dovresti assolutamente sostituirlo.
8. Utilizzare un filamento di buona qualità
Ultimo, ma non meno importante, va detto che dovresti sempre utilizzare filamenti di alta qualità per una stampa 3D di successo e rispettare sempre le istruzioni di utilizzo in base al materiale. Solo un filamento di alta qualità che è stato utilizzato correttamente porterà anche a un bel risultato di stampa.